 English
English 中文简体
中文简体High-Tenacity Recycled CD DTY Filament Yarn: A Sustainable Performance Breakthrough in Textiles
Content
- 1 Product Overview: Key Features and Specifications
- 2 Advantages Over Competitors: Why This Yarn Stands Out
- 3 Advanced Manufacturing Processes: How This Yarn Is Made
- 4 Applications: From Industrial to Textile Uses
- 5 Performance Comparison: This Yarn vs. Standard Recycled DTY Yarn
- 6 Q&A: Common Questions About the Yarn
- 6.1 Q1: What raw material is used?
- 6.2 Q2: Is it GRS certified?
- 6.3 Q3: What is the tenacity range?
- 6.4 Q4: What D/F specs are available?
- 6.5 Q5: Can it be dyed easily?
- 6.6 Q6: What are the main applications?
- 6.7 Q7: How does it compare to virgin polyester?
- 6.8 Q8: Does the manufacturer offer custom orders?
- 7 Conclusion: A Sustainable Solution for the Future
- 8 References
The global textile industry stands at a critical inflection point, balancing two non-negotiable demands: delivering high-performance materials for diverse applications and reducing its environmental footprint. According to the World Textile Organization, the sector contributes 10% of global carbon emissions, with polyester—one of its most widely used fibers—accounting for a significant share due to reliance on virgin petroleum. As consumers and brands prioritize sustainability, there is an urgent need for recycled alternatives that do not compromise strength, durability, or functionality. Enter the High-Tenacity CD DTY(D/F) Recycled Filament Yarn: a game-changing material that merges 100% recycled content with exceptional performance, setting a new benchmark for eco-friendly textiles.

Product Overview: Key Features and Specifications
1. Recycled Content and Sustainability Credentials
The High-Tenacity CD DTY Recycled Filament Yarn is crafted from 100% post-consumer PET bottles, diverting plastic waste from landfills and oceans. Each kilogram of yarn replaces approximately 30 standard 500ml PET bottles, significantly reducing the environmental impact of textile production. Unlike many recycled yarns that blend recycled and virgin materials, this product is fully recycled, embodying the principles of the circular economy.
Crucially, the yarn holds the Global Recycled Standard (GRS) certification—a rigorous third-party verification that ensures traceability from raw material collection to final product. GRS covers not only recycled content but also social compliance (fair labor practices, safe working conditions) and environmental management (reduced water/energy use), giving brands and consumers confidence in its ethical origins.
2. Exceptional Tenacity for Heavy-Duty Applications
One of the yarn’s most striking attributes is its high tenacity, ranging from 7.6 to 9.3 cn/dtex. To contextualize: standard recycled DTY yarns typically have a tenacity of 5–7 cn/dtex, while virgin polyester DTY ranges from 6–8 cn/dtex. This higher tenacity makes the yarn ideal for applications requiring extreme tensile strength, such as safety belts, geotextiles, and heavy-duty industrial fabrics. The tenacity is achieved through advanced manufacturing processes that optimize molecular orientation during draw texturing, ensuring the yarn withstands high tension and frequent use without breaking or deforming.
3. DTY Structure: Soft Texture and Dimensional Stability
As a draw textured yarn (DTY), this product combines the strength of drawn yarn with the elasticity and softness of textured yarn. The draw texturing process involves stretching partially oriented yarn (POY) to increase strength, then crimping it to add elasticity. This results in a soft, crimped texture comfortable against the skin (suitable for apparel) while maintaining excellent dimensional stability.
The yarn’s dimensional stability is enhanced by a low shrinkage rate of ~2.3%. Fabrics made from it retain shape and size after repeated washing/drying—critical for both industrial and textile applications. Additionally, it exhibits good wrinkle resistance, reducing ironing needs and enhancing everyday usability.
4. Versatile D/F Specifications
The yarn is available in a wide range of D/F (denier/filament) configurations, spanning 150d to 22000d. Denier refers to yarn thickness (higher = thicker), while filament count denotes the number of individual fibers. Common specs include 150/48, 300/96, 500/144, 1000/288, and 22000/576. This versatility allows use in everything from lightweight sportswear to heavy-duty geotextiles.
5. Multi-Resistance Properties
The yarn exhibits excellent resistance to abrasion, chemicals, and UV rays: - Abrasion resistance: Critical for industrial applications like safety belts and geotextiles, where constant friction is common. - Chemical resistance: Withstands exposure to oils, solvents, and detergents without degrading—ideal for industrial settings. - UV resistance: Retains strength and color when exposed to sunlight for extended periods, perfect for outdoor use.
6. Strong Dyeability
As a cationic dyeable (CD) yarn, it offers superior dyeability compared to standard polyester. Cationic dyeable polyester contains modified polymer chains that attract cationic dyes, resulting in vibrant, fade-resistant colors. This makes it ideal for apparel and home textiles where color fastness is a priority.
Advantages Over Competitors: Why This Yarn Stands Out
In a crowded recycled yarn market, this product distinguishes itself through performance, sustainability, and versatility:
1. Higher Tenacity Than Most Recycled Alternatives
Its 7.6–9.3 cn/dtex tenacity far exceeds standard recycled DTY (5–7 cn/dtex), enabling use in heavy-duty applications previously reserved for virgin polyester. For example, safety belt manufacturers can now use a 100% recycled yarn that meets or exceeds strength requirements, reducing their carbon footprint without compromising safety.
2. Full GRS Certification (Not Just Recycled Content)
Many recycled yarns lack third-party certification to verify recycled content or ethical practices. This yarn’s GRS certification covers recycled content, social compliance, and environmental management—recognized globally by brands and retailers, simplifying supply chain integration.
3. Wider D/F Specification Range
Most recycled yarns have limited D/F ranges, restricting their use. This yarn’s 150d–22000d range allows use in diverse applications, making it a cost-effective solution for manufacturers producing multiple products with varying yarn thicknesses.
4. Better Dimensional Stability
A ~2.3% shrinkage rate is lower than standard recycled DTY (3–5%), reducing waste from shrinkage and improving product quality. Apparel manufacturers can produce clothing that fits consistently over time, enhancing customer satisfaction.
5. Eco-Friendly Manufacturing With Lower Carbon Emissions
Recycled PET uses 59% less energy and 89% less water than virgin PET (Textile Exchange). The manufacturer further reduces its carbon footprint via renewable energy use and water recycling systems, making the yarn more sustainable than both virgin polyester and many other recycled yarns.
6. Combined Multi-Resistance Properties
Many competing yarns offer only one or two resistance properties. This yarn combines abrasion, chemical, and UV resistance, making it suitable for a wide range of applications—e.g., geotextiles that withstand sunlight, soil chemicals, and friction.
Advanced Manufacturing Processes: How This Yarn Is Made
The yarn’s exceptional performance stems from the manufacturer’s advanced processes and innovation. The manufacturer, a leading textile company with 8+ years of differential yarn experience, invests heavily in R&D and state-of-the-art equipment:
1. Raw Material Collection and Preparation
Post-consumer PET bottles are sourced from certified suppliers, sorted by color/type, and washed to remove labels, caps, and dirt. Recycled water is used to minimize waste.
2. Recycling Process: From Bottles to POY
Washed bottles are shredded into flakes, melted at ~280°C, and filtered to remove impurities. The molten PET is spun into POY (partially oriented yarn) with consistent thickness and molecular orientation—critical for subsequent draw texturing.
3. Draw Texturing: Creating DTY With High Tenacity
POY is fed into a draw texturing machine for two steps: - Drawing: Stretching at controlled speed/temperature to increase molecular orientation and strength. - Texturing: Crimping with hot air/false twist to add elasticity and softness. The draw ratio is optimized to achieve the desired tenacity range without losing elasticity.
4. Quality Control: Ensuring Consistency
Each batch undergoes rigorous tests: - Tenacity: Tensile testing to measure breaking strength. - Shrinkage: Washing/drying to check shrinkage rate. - Dyeability: Cationic dyeing to verify color fastness. - UV/abrasion resistance: Exposure/rub tests to measure durability. Only batches passing all tests are approved for sale.
5. R&D Innovation: Continuous Improvement
A 20+ expert R&D team collaborates with international enterprises to enhance performance. Recent innovations include a 5% tenacity increase via optimized draw ratios and functional additives (moisture-wicking, flame-retardant) to meet evolving customer needs.

Applications: From Industrial to Textile Uses
The yarn’s versatility makes it suitable for diverse applications:
1. Industrial Applications
a. Safety Belts: High tenacity withstands impact during accidents, helping automotive manufacturers meet sustainability goals. b. Geotextiles: UV/chemical/abrasion resistance stabilizes soil, prevents erosion, and drains water in civil engineering projects. c. Heavy-Duty Fabrics: Used for tarps, covers, and industrial bags—strong, durable, and water/UV-resistant. d. Ropes/Cables: Ideal for marine, construction, and industrial settings—strong, lightweight, and water/UV-resistant.
2. Textile Applications
a. Sportswear: Soft texture, elasticity, and moisture-wicking properties (with additives) make it perfect for athletic gear. b. Outdoor Apparel: UV/water resistance (coated) suits jackets, pants, and hats for outdoor use. c. Home Textiles: Upholstery (abrasion-resistant) and curtains (UV-resistant) enhance durability and color retention. d. Fashion Apparel: Vibrant dyeability and soft texture create eco-friendly dresses, shirts, and skirts.

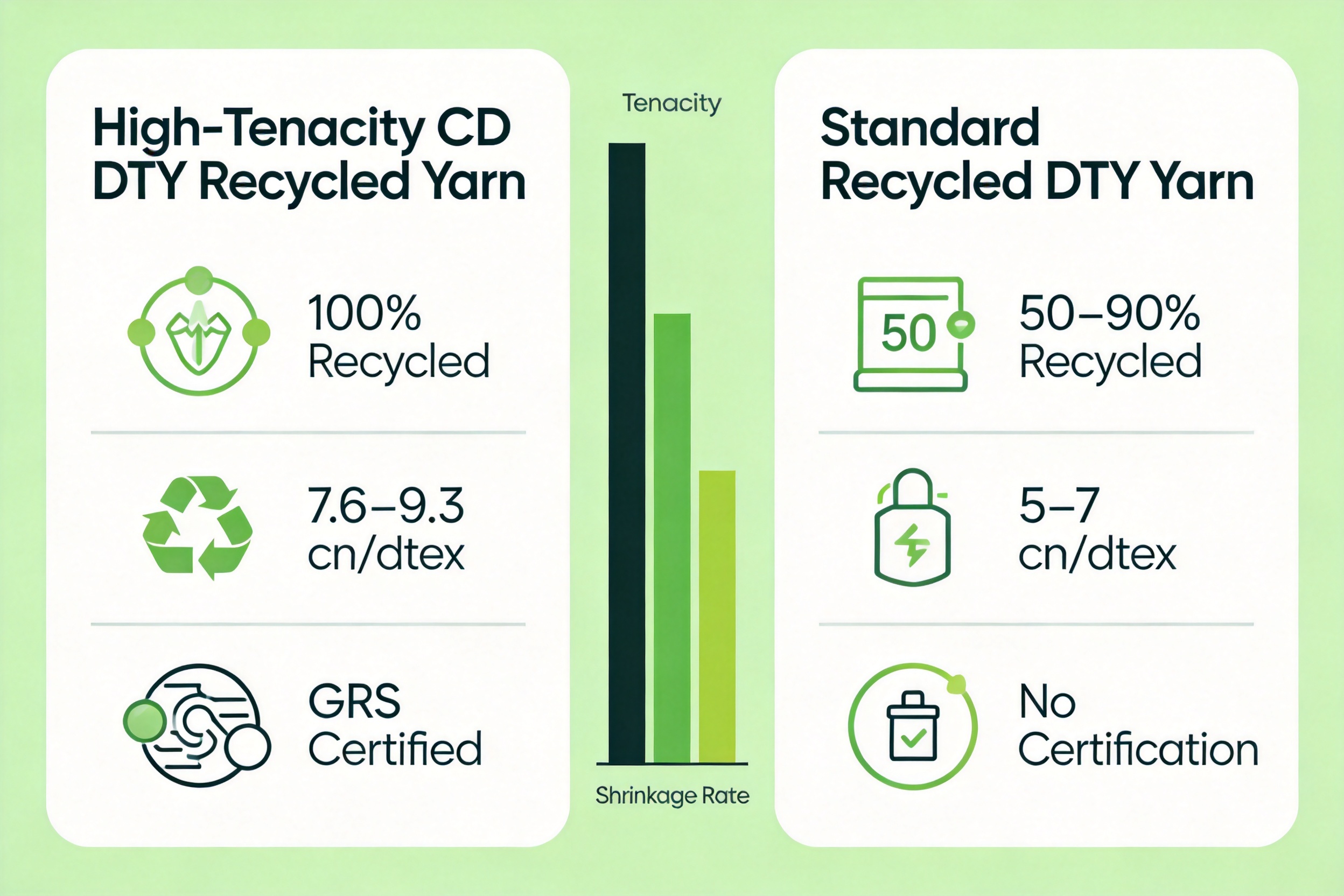
Performance Comparison: This Yarn vs. Standard Recycled DTY Yarn
| Feature | High-Tenacity CD DTY Recycled Yarn | Standard Recycled DTY Yarn |
|---|---|---|
| Tenacity (cn/dtex) | 7.6–9.3 | 5–7 |
| Shrinkage Rate (%) | ~2.3 | 3–5 |
| D/F Range | 150d–22000d | 200d–1000d |
| Certifications | GRS Certified | No Third-Party Certification |
| Dyeability | Excellent (Cationic) | Good (Standard) |
| UV Resistance | Excellent | Moderate |
| Abrasion Resistance | Excellent | Moderate |
| Recycled Content | 100% | 50–90% |
Q&A: Common Questions About the Yarn
Q1: What raw material is used?
A1: 100% post-consumer PET bottles—each kg replaces ~30 500ml bottles.
Q2: Is it GRS certified?
A2: Yes, verifying 100% recycled content, ethical practices, and environmental management.
Q3: What is the tenacity range?
A3: 7.6–9.3 cn/dtex—ideal for heavy-duty applications like safety belts.
Q4: What D/F specs are available?
A4: 150d–22000d (e.g., 150/48, 300/96). Custom specs are available.
Q5: Can it be dyed easily?
A5: Yes—cationic dyeable for vibrant, fade-resistant colors.
Q6: What are the main applications?
A6: Industrial (safety belts, geotextiles) and textile (sportswear, home textiles).
Q7: How does it compare to virgin polyester?
A7: Matches/exceeds virgin polyester in performance but is 100% recycled, reducing carbon emissions by 59%.
Q8: Does the manufacturer offer custom orders?
A8: Yes—custom D/F specs and functional additives (flame-retardant, moisture-wicking) are available.
Conclusion: A Sustainable Solution for the Future
The High-Tenacity CD DTY(D/F) Recycled Filament Yarn is a paradigm shift in sustainable textiles. It merges 100% recycled content with exceptional performance, addressing the industry’s dual challenges of sustainability and functionality. Its wide applications, advanced manufacturing, and GRS certification make it a versatile, credible solution for manufacturers aiming to reduce their carbon footprint without compromising quality. As the textile industry embraces circularity, this yarn will play a key role in shaping the future of eco-friendly textiles.
References
1. Global Recycled Standard (GRS) Version 5.0. Textile Exchange, 2023.
2. "Sustainability in Textiles: The Rise of Recycled Polyester". World Textile Organization, 2022.
3. "Performance Properties of Draw Textured Yarns (DTY)". Journal of Textile Engineering & Technology, Volume 10, Issue 3, 2021.
4. "Eco-Friendly Textile Manufacturing: Reducing Carbon Footprint". International Textile Institute, 2023.
5. "High-Tenacity Yarns for Industrial Applications". Industrial Textiles Magazine, Issue 15, 2022.
6. "Recycled PET: A Sustainable Alternative to Virgin Polyester". Textile Exchange, 2021.

Popular products
-

Premium Cationic Interlock Stretch Comfort Fabric
-

Moisture-Wicking Nylon Woven Fabric
-

Double-faced jacquard elastic fabric
-

Heather Grey Double-faced cationic jersey fabric
-

Anti-static Cationic Knitted Rib Fabric
-

High-Stretch Cationic Jersey Fabric
-

High Quality Cationic DTY Spandex Two Sides Brush Dralon Knit Fabric for Garment Thermal Underwear
-

Durable Anti-Pilling Knitted Fabric for Home Textiles
-

Wash-Resistant Cationic Elastic Knitted Fabric for Garment Industry
-

Breathable Double-Faced Elastic Composite Fabric
-
- whatsapp:
- 0086-13962559622
-
- skype:
- skype.aliceshenghong
-
- Wechat:

COPYRIGHT © 2016 Suzhou Junhui Textile Co., Ltd.
