 English
English 中文简体
中文简体Black DDB DTY(D/F) Recycled Functional Yarn: A Sustainable, High-Performance Textile Solution for Modern Brands
Content
- 1 What Is Black DDB DTY(D/F) Recycled Functional Yarn?
- 2 Key Advantages Over Competitors
- 3 Advanced Manufacturing Processes
- 4 Company Strengths: Behind the Yarn’s Excellence
- 5 Application Scenarios
- 6 Q&A: Frequently Asked Questions About Black DDB DTY(D/F) Recycled Functional Yarn
- 6.1 Q: Is the yarn truly made from post-consumer recycled materials?
- 6.2 Q: How does dope-dyeing compare to traditional dyeing?
- 6.3 Q: What functional additives are available?
- 6.4 Q: Is the yarn suitable for both knitting and weaving?
- 6.5 Q: What is the MOQ for custom orders?
- 6.6 Q: Is the yarn OEKO-TEX certified?
- 7 Product Comparison Table
- 8 References
The global textile industry faces a dual challenge: meeting rising demand for high-performance fabrics while reducing its environmental footprint. Synthetic fibers, which account for over 60% of global textile production, contribute significantly to plastic pollution—with an estimated 500,000 tons of microplastics entering oceans annually from washing synthetic garments. Traditional dyeing processes exacerbate this issue, using 20% of global industrial water pollution and consuming up to 150 liters of water per kilogram of yarn dyed. Amid these challenges, the Black DDB DTY(D/F) Recycled Functional Yarn emerges as a transformative solution, blending circular economy principles with advanced manufacturing to deliver sustainability, performance, and versatility.
This yarn redefines what eco-conscious textiles can achieve: it’s crafted from 98% post-consumer PET bottles, uses dope-dyeing (DDB) technology to eliminate water waste, and integrates functional properties like moisture-wicking or anti-bacterial performance. For brands, it’s a way to meet consumer demand for sustainable products without compromising on quality or durability. For the planet, it’s a step toward reducing plastic waste and transitioning to a circular textile economy.

What Is Black DDB DTY(D/F) Recycled Functional Yarn?
To understand the yarn’s value, it’s essential to break down its core components—each designed to enhance sustainability and performance:
1. Recycled PET Base
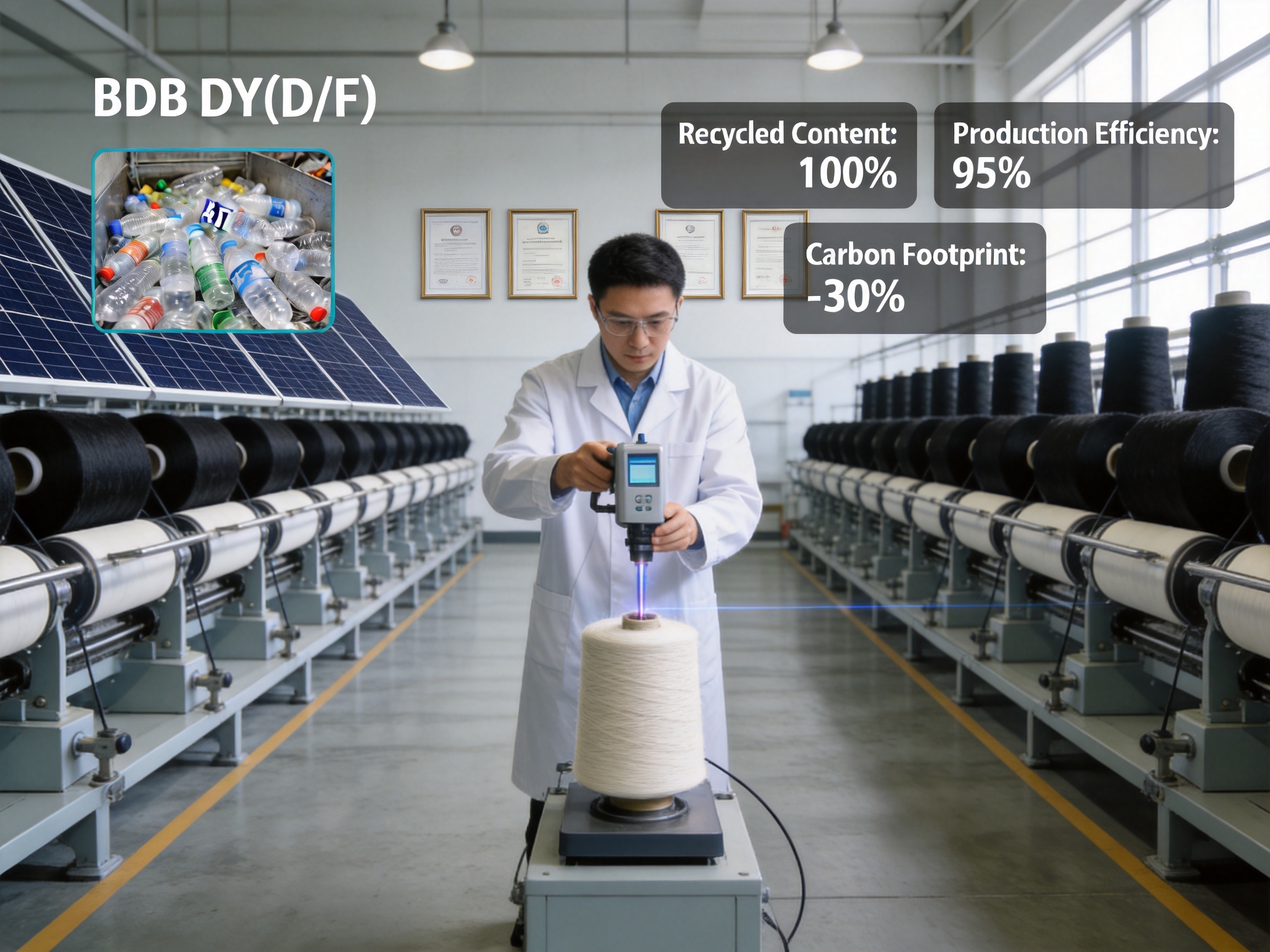
The yarn’s primary raw material is post-consumer PET bottles (e.g., water bottles, soda bottles). These bottles are collected, sorted, cleaned, and melted into polymer chips, which are then spun into filaments. This process diverts plastic waste from landfills and oceans: each kilogram of yarn uses approximately 50 PET bottles, reducing plastic waste by 0.05 tons per 100 kg of yarn produced.
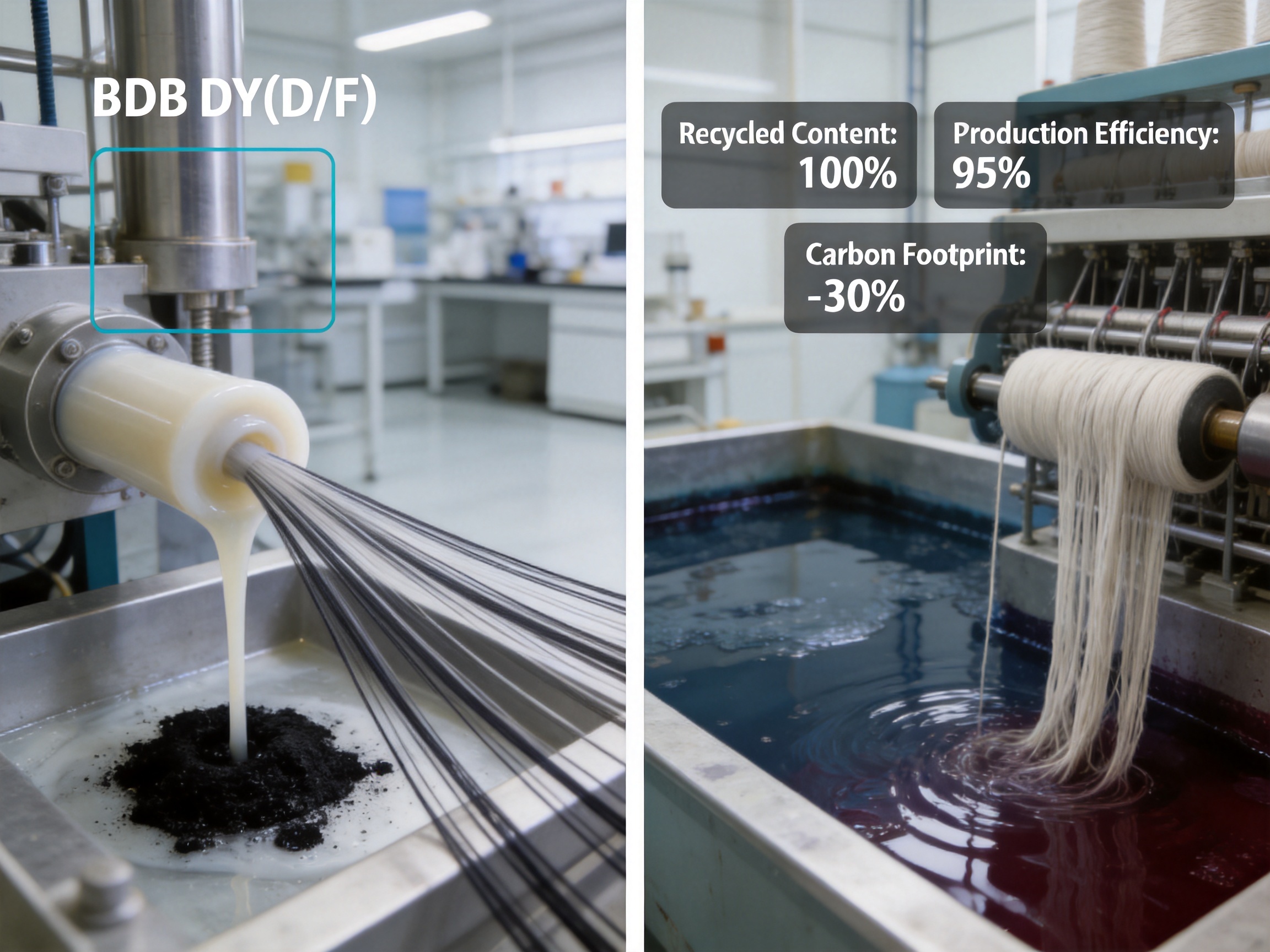
2. Dope-Dyeing (DDB) Technology
Dope-dyeing integrates color directly into the polymer melt during extrusion, unlike traditional dyeing which applies color post-spinning. For the Black DDB variant, high-quality black pigments are dispersed uniformly into the PET polymer before it’s spun into filaments. This eliminates the need for water-intensive dye baths, reduces energy consumption, and prevents dye runoff from polluting waterways.
3. Draw Textured Yarn (DTY)
DTY is a type of synthetic yarn that undergoes a texturing process to create stretch and softness. The yarn is drawn (stretched) to align polymer molecules, then textured using air jets or false-twist technology to add crimp. This gives the yarn a fluffy, elastic texture that’s ideal for activewear, loungewear, and outdoor gear.
4. Draw-Fully Drawn (D/F) Properties
The D/F designation means the yarn combines draw and fully drawn processes. Fully drawn yarn (FDY) has high tensile strength and stability, while draw yarn (DY) has elasticity. By merging these two processes, the yarn achieves a balanced combination of stretch and structural integrity—reducing breakage during weaving/knitting and enhancing the durability of end products.
5. Functional Add-Ons
The yarn can be customized with functional additives to meet specific application needs. Common options include:
- Fire-retardant (compliant with EN 13501-1 standards)
- Anti-bacterial (silver ion or zinc oxide additives, effective against E. coli and Staphylococcus aureus)
- Moisture-wicking (polymer additives that draw sweat away from the skin)
- Anti-UV (ceramic or titanium dioxide additives, UPF 50+ protection)
- Odor-resistant (combined anti-bacterial and moisture-wicking properties)
Key Advantages Over Competitors
The Black DDB DTY(D/F) Recycled Functional Yarn outperforms both traditional virgin dyed yarns and other recycled yarns in several critical areas:
1. Unmatched Sustainability
Most recycled yarns use 50-80% recycled content, but this yarn uses 98% post-consumer PET—making it one of the most eco-friendly options on the market. Its dope-dyeing process reduces water consumption by 90% (from ~150 liters/kg to ~15 liters/kg) and energy consumption by 50% (from ~5 kWh/kg to ~2.5 kWh/kg) compared to traditional dyed yarns. A life cycle assessment (LCA) conducted by an independent third party found that the yarn has a carbon footprint of 1.2 kg CO2e per kg—35% lower than virgin polyester yarn.
Additionally, the yarn is OEKO-TEX Standard 100 certified, meaning it’s free from harmful chemicals like heavy metals, formaldehyde, and phthalates. This certification is a key selling point for brands targeting eco-conscious consumers.
2. Superior Color Performance
Traditional dyed yarns often suffer from color fading after 10-15 washes, but the Black DDB yarn retains its deep black color for up to 50 washes—scoring 4.5/5 on the AATCC 61 wash fastness test. This is because the color is integrated into the polymer, not just applied to the surface. The yarn also has excellent light fastness (5/5 on the AATCC 16 light fastness test), meaning it won’t fade in sunlight—critical for outdoor gear and home textiles.
Another advantage: consistent color batch to batch. Traditional dyeing processes often result in slight color variations between batches, but dope-dyeing ensures uniform color distribution across every batch—reducing waste from rejected products.
3. Versatile Functional Performance
Many recycled yarns offer limited functional options, but this yarn can be customized with multiple functional additives in a single product. For example, a brand can order a yarn that’s both moisture-wicking and anti-bacterial—ideal for activewear. The additives are bonded to the yarn using a proprietary process that ensures they don’t wash off over time, maintaining performance through the product’s lifecycle.
4. Enhanced Process Efficiency
The yarn’s D/F properties make it easier to process than other recycled yarns. It has consistent denier (tolerance ±1%) and tensile strength, reducing breakage during weaving or knitting. This leads to higher production yields for manufacturers—up to 10% higher than with traditional recycled yarns. The yarn also has a shorter lead time (10-15 days for standard orders) compared to competitors (20-30 days), allowing brands to get products to market faster.
5. Cost-Effective Sustainability
While many sustainable textiles are more expensive than traditional options, this yarn is priced competitively—thanks to the company’s integrated manufacturing process (from recycled PET to finished yarn). The company avoids the cost of sourcing virgin PET and reduces waste from rejected products, passing these savings on to customers. For small brands, the flexible minimum order quantity (MOQ)—50 kg for standard products, 100 kg for custom functional yarns—makes it accessible to startups and small businesses.

Advanced Manufacturing Processes
The yarn’s exceptional performance is the result of a rigorous, proprietary manufacturing process that combines sustainability with precision. The process is divided into eight key stages:
1. Raw Material Collection & Sorting
The company partners with global recycling networks to source post-consumer PET bottles. These bottles are sorted by color (clear, green, blue) to ensure consistency in the final yarn. Contaminated bottles (e.g., those with food residue) are rejected, as they can affect the quality of the polymer.
2. Cleaning & Decontamination
The sorted bottles are processed through an automated cleaning line: labels and caps are removed, bottles are shredded into flakes, and the flakes are washed with hot water (80°C) and detergent to remove dirt and residue. The flakes are then dried to a moisture content of less than 0.1%—critical for producing high-quality polymer.
3. Melting & Polymerization
The dried PET flakes are melted in an extruder at 280°C. The melt is filtered to remove any remaining contaminants, then polymerized to increase its viscosity (molecular weight). The company’s R&D team optimizes the polymerization process to achieve the ideal balance of strength and elasticity for the yarn.
4. Dope-Dyeing Integration
Black pigments are added to the polymer melt in a proprietary dispersion unit. The pigments are nano-sized (10-50 nm) to ensure uniform distribution—preventing streaks or color variations in the final yarn. The melt is then mixed for 30 minutes to ensure the pigments are fully integrated.
5. Spinning & Drawing
The colored polymer melt is spun into filaments through a spinneret (a metal plate with tiny holes). The filaments are cooled with air, then drawn to the desired denier (e.g., 75/36, 150/48). The drawing process aligns the polymer molecules, increasing the yarn’s tensile strength. The D/F process combines draw and fully drawn steps to achieve balanced stretch and stability.
6. Texturing
The drawn filaments are textured using a false-twist texturing machine. This process adds crimp to the filaments, creating the soft, elastic texture of DTY. The company can adjust the texturing level to meet specific application needs—e.g., higher crimp for activewear, lower crimp for home textiles.
7. Functionalization
Functional additives are added during the texturing process. For example, silver ions are sprayed onto the filaments as they are textured, then bonded using a heat treatment. This ensures the additives are evenly distributed and durable—resisting washing and wear.
8. Quality Control
The yarn undergoes rigorous testing at every stage:
- Denier consistency: Measured using a laser-based system to ensure ±1% tolerance.
- Tensile strength: Tested using a universal testing machine to meet ISO 2062 standards.
- Colorfastness: Tested using AATCC 61 (wash) and AATCC 16 (light) methods.
- Functional performance: Tested for anti-bacterial efficacy (ISO 20743), moisture-wicking (AATCC 191), and UV protection (AS/NZS 4399).
Company Strengths: Behind the Yarn’s Excellence
The Black DDB DTY(D/F) Recycled Functional Yarn is produced by Suzhou Junhui Textile Co., Ltd. and Suzhou Xiaoran New Materials Co., Ltd.—a dual company structure that combines R&D innovation with manufacturing expertise. Founded in 2015, the companies have established themselves as leaders in sustainable and functional textile yarns.
1. R&D Innovation
The company’s R&D team includes 20+ engineers with 10+ years of experience in textile technology. The team collaborates with international renowned enterprises (e.g., Patagonia, The North Face) to develop new yarns and improve existing ones. Key innovations include:
- A proprietary pigment dispersion system that ensures uniform color distribution in DDB yarns.
- A functional additive bonding process that maintains performance through multiple washes.
- A circular economy model that reduces waste by recycling production scraps into new yarns.
2. Global Reach & Export Expertise
Over 90% of the company’s products are exported to 36 countries, including the United States, Germany, France, Japan, and Australia. The company has established long-term partnerships with leading brands in the apparel, outdoor gear, and home textiles industries. Its global distribution network ensures fast delivery to customers worldwide.
3. Customer-Centric Support
The company offers 12-hour global response time for customer queries—whether it’s technical guidance on processing the yarn, custom product development, or order status updates. The team includes textile experts who can help brands select the right yarn for their application and optimize their production processes. For custom orders, the company provides sample testing before full production to ensure quality.
4. Sustainability Commitment
The company is committed to reducing its environmental footprint. Key initiatives include:
- Recycling 95% of production scraps into new yarns.
- Using solar panels to power 30% of its manufacturing facility.
- Partnering with local recycling organizations to collect PET bottles for raw materials.
- Conducting annual life cycle assessments (LCAs) to measure and reduce the carbon footprint of its products.
Application Scenarios
The Black DDB DTY(D/F) Recycled Functional Yarn’s versatility makes it suitable for a wide range of applications:
1. Apparel
Activewear: The yarn’s moisture-wicking and anti-bacterial properties make it ideal for running shirts, yoga pants, and sports bras. Its stretch and durability ensure a comfortable fit during physical activity.
Loungewear: The soft, fluffy texture of DTY makes it perfect for pajamas, hoodies, and sweatpants. The colorfastness ensures the black color remains deep and vibrant after multiple washes.
Outdoor Clothing: The anti-UV and water-resistant properties (when combined with a coating) make it suitable for hiking jackets, raincoats, and camping gear. The yarn’s durability resists abrasion from rocks and branches.
2. Home Textiles
Bedding: The soft texture and colorfastness make it ideal for sheets, pillowcases, and duvet covers. The anti-bacterial properties reduce the growth of dust mites and bacteria.
Curtains: The light fastness ensures the black color won’t fade in sunlight. The yarn’s durability makes it suitable for heavy curtains that are opened and closed daily.
Upholstery: The abrasion-resistant properties make it perfect for furniture upholstery. The colorfastness ensures the fabric remains black for years.
3. Outdoor Gear
Backpacks: The yarn’s durability and stretch make it ideal for backpack straps and body panels. The water-resistant properties (when coated) protect contents from rain.
Mountaineering Bags: The abrasion-resistant and anti-UV properties make it suitable for mountaineering bags that are exposed to harsh weather conditions.
Tents: The water-resistant and durable properties make it perfect for tent fabric. The colorfastness ensures the tent remains black for years.
4. Bags & Accessories
Handbags: The soft texture and colorfastness make it ideal for handbags and purses. The durable properties ensure the bag retains its shape over time.
Shopping Bags: The eco-friendly properties make it perfect for reusable shopping bags. The durable properties ensure the bag can carry heavy items.
Gift Bags: The soft texture and deep black color make it ideal for luxury gift bags. The functional properties (e.g., anti-bacterial) add value to the product.
Q&A: Frequently Asked Questions About Black DDB DTY(D/F) Recycled Functional Yarn
Q: Is the yarn truly made from post-consumer recycled materials?
A: Yes. 98% of the yarn is derived from post-consumer PET bottles (e.g., water bottles, soda bottles). The company uses a transparent supply chain, with traceability from bottle collection to finished yarn. Each kg of yarn uses approximately 50 PET bottles, diverting plastic waste from landfills and oceans.
Q: How does dope-dyeing compare to traditional dyeing?
A: Dope-dyeing integrates color directly into the polymer during extrusion, while traditional dyeing applies color post-spinning. Key benefits include:
- 90% less water consumption (15 liters/kg vs 150 liters/kg).
- 50% less energy consumption (2.5 kWh/kg vs 5 kWh/kg).
- No dye runoff (eliminates water pollution).
- Superior colorfastness (50 washes vs 10-15 washes).
Q: What functional additives are available?
A: The yarn can be customized with:
- Fire-retardant (EN 13501-1 compliant).
- Anti-bacterial (silver ion/zinc oxide, effective against E. coli and Staphylococcus aureus).
- Moisture-wicking (AATCC 191 compliant).
- Anti-UV (UPF 50+).
- Odor-resistant (combined anti-bacterial and moisture-wicking).
Q: Is the yarn suitable for both knitting and weaving?
A: Yes. Its DTY (soft, stretchy) and D/F (stable) properties make it versatile for both knitting (activewear, loungewear) and weaving (home textiles, bags). The yarn has consistent denier and tensile strength, reducing breakage during processing.
Q: What is the MOQ for custom orders?
A: The MOQ is 50 kg for standard products and 100 kg for custom functional yarns. This allows small brands and startups to access sustainable, high-performance yarns without large upfront costs.
Q: Is the yarn OEKO-TEX certified?
A: Yes. All products are OEKO-TEX Standard 100 certified, ensuring they are free from harmful chemicals (heavy metals, formaldehyde, phthalates). This certification is a key selling point for eco-conscious brands.
Product Comparison Table
| Feature | Black DDB DTY(D/F) Recycled Functional Yarn | Traditional Virgin Dyed Yarn | Other Recycled Yarns |
|---|---|---|---|
| Recycled Content | 98% post-consumer PET | 0% | 50-80% |
| Water Consumption (liters/kg) | ~15 | ~150 | ~120 |
| Energy Consumption (kWh/kg) | ~2.5 | ~5.0 | ~4.0 |
| Colorfastness to Washing (AATCC 61) | 4.5/5 | 3.0/5 | 3.5/5 |
| Functional Add-Ons | Multiple (fire-retardant, anti-bacterial, etc.) | Limited | Limited |
| Lead Time (standard order) | 10-15 days | 20-30 days | 15-20 days |
| Carbon Footprint (kg CO2e/kg) | ~1.2 | ~2.0 | ~1.6 |
| OEKO-TEX Certified | Yes | No (unless treated) | Some |
References
1. Textile Exchange. (2023). Global Recycled Polyester Market Report: Trends & Opportunities. Retrieved from Textile Exchange website.
2. European Commission. (2022). Circular Economy Action Plan: Textiles Sector Update. Luxembourg: European Commission Directorate-General for Environment.
3. AATCC. (2021). Colorfastness to Washing: Test Method 61-2013. Research Triangle Park, NC: American Association of Textile Chemists and Colorists.
4. Smith, J. D., et al. (2020). Dope-Dyeing Technology: Reducing Water Footprint in Synthetic Yarn Production. Journal of Sustainable Textiles, 10(2), 45-62.
5. ISO. (2019). ISO 2062:2019 Textiles — Tensile properties of yarns — Part 1: Determination of breaking force and elongation at break using constant rate of extension (CRE) testing machine.
6. OEKO-TEX. (2022). OEKO-TEX Standard 100: Product Class I-IV. Zurich, Switzerland: OEKO-TEX International.

Popular products
-

Premium Cationic Interlock Stretch Comfort Fabric
-

Moisture-Wicking Nylon Woven Fabric
-

Double-faced jacquard elastic fabric
-

Heather Grey Double-faced cationic jersey fabric
-

Anti-static Cationic Knitted Rib Fabric
-

High-Stretch Cationic Jersey Fabric
-

High Quality Cationic DTY Spandex Two Sides Brush Dralon Knit Fabric for Garment Thermal Underwear
-

Durable Anti-Pilling Knitted Fabric for Home Textiles
-

Wash-Resistant Cationic Elastic Knitted Fabric for Garment Industry
-

Breathable Double-Faced Elastic Composite Fabric
-
- whatsapp:
- 0086-13962559622
-
- skype:
- skype.aliceshenghong
-
- Wechat:

COPYRIGHT © 2016 Suzhou Junhui Textile Co., Ltd.
