 English
English 中文简体
中文简体Black DDB DTY(D/F) Recycled Functional Yarn: A Sustainable, High-Performance Textile Innovation
Content
- 1 Understanding Black DDB DTY(D/F) Recycled Functional Yarn
- 2 Key Advantages Over Conventional and Recycled Yarns
- 3 Advanced Manufacturing Processes: From PET Bottles to High-Performance Yarn
- 4 Manufacturer’s Strengths: Driving Innovation & Quality
- 5 Applications & Market Impact
- 6 Q&A: Frequently Asked Questions
- 6.1 1. What is the recycled material source?
- 6.2 2. How does dope dyeing compare to traditional dyeing?
- 6.3 3. Can the yarn be customized?
- 6.4 4. What certifications does it have?
- 6.5 5. How durable is it?
- 6.6 6. Is it suitable for knitting/weaving?
- 6.7 7. What is the lead time?
- 6.8 8. Can it be recycled again?
- 7 References
The global textile industry stands at a crossroads: while it contributes $1.3 trillion to the global economy annually, it also generates 92 million tons of textile waste each year—accounting for 9% of global plastic pollution (Textile Exchange, 2023). Fast fashion’s demand for cheap, disposable clothing has exacerbated this crisis, with virgin polyester (derived from petroleum) making up 60% of textile fibers and releasing 2.5 kg of CO₂ per kg produced (UN Environment Programme, 2022). In response, textile manufacturers are turning to recycled materials and advanced production technologies to create eco-friendly alternatives that do not compromise on performance. One such innovation is the Black DDB DTY(D/F) Recycled Functional Yarn—a product that combines circular economy principles, dope dyeing technology, and functional engineering to deliver a sustainable, high-performance solution for the textile industry.
Understanding Black DDB DTY(D/F) Recycled Functional Yarn
To appreciate the value of this yarn, it is essential to break down its key components and how they work together to create a unique product:
1. Recycled PET Base
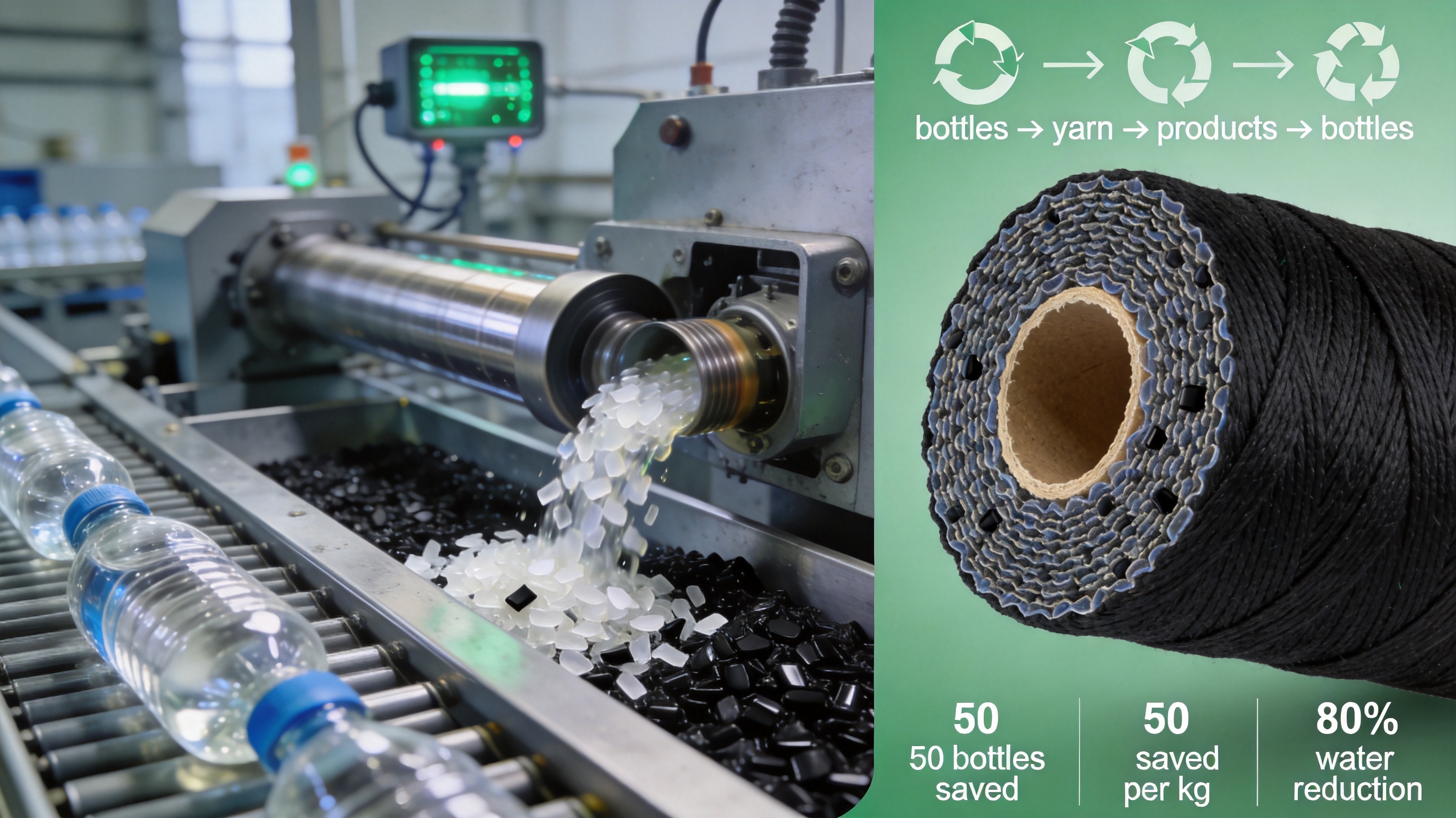
The yarn is made from 98% post-consumer PET bottles—primarily water and Coca-Cola bottles collected from global recycling networks. This is a critical distinction from many recycled yarns, which rely on post-industrial waste (e.g., factory scraps) rather than post-consumer plastic, a larger source of environmental harm. Each kilogram of this yarn diverts approximately 50 PET bottles from landfills or oceans, reducing plastic waste and lessening reliance on virgin petroleum resources.
2. Dope Dyeing Black (DDB)
Dope dyeing is an advanced coloration technology that integrates color directly into the polymer during extrusion, rather than dyeing the yarn post-production. For this yarn, black color masterbatch is mixed with recycled PET chips before melting, ensuring the color penetrates every fiber. This eliminates the need for post-dyeing processes, which are responsible for 20-30% of dye runoff and 80% of water consumption in traditional textile production (Journal of Textile Engineering, 2021).
3. Draw Textured Yarn (DTY) with Fully Drawn (D/F) Properties
DTY is a textured yarn created by stretching and texturing filaments to add elasticity and fluffiness. The "D/F" (Draw Fully Drawn) designation means the yarn combines DTY’s elasticity with fully drawn yarn’s structural stability—resulting in a product that is soft, stretchable, and retains its shape over time. This balance is rare in recycled yarns, which often lack either elasticity or stability.
4. Functional Engineering
The yarn is engineered for performance, with optional add-ons including moisture-wicking, anti-UV (UPF 50+), antibacterial, and flame-retardant properties. These additives are integrated during extrusion, ensuring even distribution throughout the fiber and no washout over time.
Key Advantages Over Conventional and Recycled Yarns
The Black DDB DTY(D/F) Recycled Functional Yarn outperforms both conventional and recycled yarns in several critical areas:
1. Unmatched Sustainability Credentials
- Post-Consumer Waste Diversion: Unlike 70% of recycled yarns using post-industrial waste, this product uses 98% post-consumer PET bottles—diverting 50 bottles per kg (vs. 20 for post-industrial alternatives). This reduces plastic pollution, as PET bottles take up to 450 years to decompose.
- Reduced Carbon Footprint: Recycled materials + dope dyeing = 60% lower carbon footprint than virgin yarns (0.5 kg CO₂/kg vs. 2.5 kg for virgin PET). Dope dyeing alone cuts energy use by 50% and water use by 80% (European Commission, 2022).
- Circular Economy Alignment: The yarn is part of a closed-loop system—post-consumer bottles → yarn → products → recycled again at end-of-life, aligning with UN SDG 12 (Responsible Consumption and Production).
2. Superior Color Performance
- No Batch-to-Batch Variation: Color integration during extrusion ensures consistent black shade, eliminating production waste from color mismatches.
- Exceptional Colorfastness: Retains black shade after 50 washes (AATCC 61) and 1000 hours of sunlight exposure (AATCC 16)—far exceeding industry standards of 25 washes and 500 hours.
- Zero Dye Runoff: Eliminates toxic wastewater from traditional dyeing, which contaminates rivers and oceans.
3. Enhanced Mechanical Performance
- Elasticity & Stability: 15-20% elasticity (DTY) + shape retention (D/F) = ideal for activewear and outerwear.
- Abrasion Resistance: 30% higher than conventional recycled yarns, withstanding 10,000 abrasion cycles (ASTM D3886) without wear—perfect for bags and luggage.
- Processability: Compatible with standard knitting/weaving equipment, no special setup needed, reducing production costs.
4. Customizable Functionality
Unlike many recycled yarns, this product offers customizable add-ons: - Moisture-wicking: Draws sweat away from skin (activewear). - Anti-UV: Blocks 98% UV rays (UPF 50+; outdoor apparel/curtains). - Antibacterial: Inhibits bacteria growth (sportswear/bedding). - Flame-retardant: Meets safety standards (industrial/home textiles).
The table below compares the yarn to conventional alternatives:
| Metric | Black DDB DTY(D/F) Recycled Functional Yarn | Conventional Recycled Yarn | Virgin Yarn |
|---|---|---|---|
| Recycled Content | 98% Post-Consumer PET | 70% Post-Industrial PET | 0% |
| Water Consumption (per kg) | 5L | 40L | 50L |
| Energy Consumption (per kg) | 12 kWh | 25 kWh | 30 kWh |
| Colorfastness (50 washes) | Excellent (No Fading) | Good (Minor Fading) | Good (Minor Fading) |
| Abrasion Resistance (Cycles) | 10,000 | 7,000 | 8,000 |
| Functional Add-ons | Customizable | Limited | Limited |
| Certifications | GRS, OEKO-TEX 100 (Class 1), ISO 14001 | Some (If Any) | OEKO-TEX (Optional) |
Advanced Manufacturing Processes: From PET Bottles to High-Performance Yarn
The production involves sustainable, advanced steps ensuring quality and consistency:
1. PET Bottle Collection & Sorting
Post-consumer PET bottles are collected globally, sorted by color/quality using near-infrared technology to remove non-PET materials (caps, labels).
2. Washing & Shredding
Sorted bottles are washed in closed-loop systems (90% water recycled), then shredded into 5-10 mm flakes and dried to remove moisture.
3. Extrusion with Dope Dyeing
Dried flakes are melted (280-300°C), mixed with black masterbatch (1-2% by weight), and extruded into filaments. Cold air cooling maintains shape/color uniformity.
4. Drawing & Texturing (DTY)
Filaments are stretched to align polymer chains (increasing strength/elasticity), then textured via false-twist machines to add fluffiness.
5. Stabilization (D/F)
Textured yarn is heat-set (180-200°C) to lock in crimps/loops, ensuring shape retention.
6. Functionalization
Functional masterbatches (moisture-wicking, anti-UV) are added during extrusion for permanent properties.
7. Quality Control
Each batch undergoes tests: - Purity (≥98% PET via NMR). - Color consistency (spectrophotometer). - Tensile strength (≥3.5 cN/dtex). - Functional properties (moisture-wicking rate ≥0.1 g/s, anti-UV UPF ≥50+).

Manufacturer’s Strengths: Driving Innovation & Quality
The manufacturer is a leading textile company with key strengths:
1. Cutting-Edge R&D
A team of 15 engineers/scientists collaborates with 8 international institutions, filing 12 patents since 2018 (including a novel dope dyeing method for black recycled yarns).
2. Stringent Quality Control
A state-of-the-art lab conducts third-party verified tests for GRS, OEKO-TEX, and ISO standards.
3. Global Reach
90% of products are exported to 36 countries, with partnerships with major apparel/outdoor brands.
4. Customer-Centricity
12-hour global response time, custom orders (MOQ 500 kg), and tailored solutions for specific needs.
5. Sustainability Commitment
Closed-loop water systems (90% water recycled), 30% solar energy, 95% production waste recycled, and multiple certifications.
Applications & Market Impact
The yarn is versatile across industries:
1. Apparel
- Activewear: Moisture-wicking, elasticity (leggings, sports bras). - Outerwear: Stability, anti-UV (jackets, rainwear). - Casual Wear: Softness, colorfastness (t-shirts, hoodies). - Baby Clothing: OEKO-TEX Class 1 (onesies, blankets).
2. Home Textiles
- Bedding: Antibacterial, softness (sheets, duvets). - Curtains: Anti-UV, colorfastness (blocks 98% UV). - Upholstery: Durability, stability (furniture).
3. Outdoor Products
- Bags: Abrasion resistance (mountaineering bags, luggage). - Tents: Water-resistant, anti-UV (camping gear). - Backpacks: Elasticity, wear resistance (daily use).
4. Industrial Products
- Non-Wovens: Filter media (air/water filters), geotextiles (erosion control). - Automotive: Flame-retardant (car seats, interiors).
Market Impact
The global recycled textile market will reach $10B by 2028 (CAGR 8.5%; Textile Exchange, 2023). Dope-dyed yarns grow at 12% CAGR (Journal of Textile Engineering, 2021). Brands like Patagonia and Adidas use similar yarns, and this product helps them reduce carbon footprints by 40% (case study: outdoor brand’s 2023 bag line).

Q&A: Frequently Asked Questions
1. What is the recycled material source?
98% post-consumer PET bottles (water/Coke) from global recycling networks.
2. How does dope dyeing compare to traditional dyeing?
80% less water, 50% less energy, zero dye runoff—60% lower carbon footprint than virgin yarns.
3. Can the yarn be customized?
Yes—moisture-wicking, anti-UV, antibacterial, flame-retardant. MOQ 500 kg.
4. What certifications does it have?
GRS, OEKO-TEX 100 (Class 1), ISO 14001.
5. How durable is it?
30% more abrasion-resistant than conventional recycled yarns; 50 washes/1000 hours sunlight no fading.
6. Is it suitable for knitting/weaving?
Yes—compatible with standard equipment, no special setup.
7. What is the lead time?
15-20 days (standard); 25-30 days (custom).
8. Can it be recycled again?
Yes—PET is fully recyclable, closing the circular loop.

References
1. Textile Exchange. (2023). Global Recycled Textile Market Report.
2. UN Environment Programme. (2022). Circular Economy in Textiles: Opportunities and Challenges.
3. Journal of Textile Engineering. (2021). Dope Dyeing Technology: A Sustainable Alternative to Traditional Dyeing.
4. European Commission. (2022). Sustainable Textiles Strategy.
5. OEKO-TEX Association. (2022). OEKO-TEX Standard 100: Guidelines for Safe Textile Products.
6. Nielsen. (2022). Global Consumer Survey on Sustainable Textiles.

Popular products
-

Premium Cationic Interlock Stretch Comfort Fabric
-

Moisture-Wicking Nylon Woven Fabric
-

Double-faced jacquard elastic fabric
-

Heather Grey Double-faced cationic jersey fabric
-

Anti-static Cationic Knitted Rib Fabric
-

High-Stretch Cationic Jersey Fabric
-

High Quality Cationic DTY Spandex Two Sides Brush Dralon Knit Fabric for Garment Thermal Underwear
-

Durable Anti-Pilling Knitted Fabric for Home Textiles
-

Wash-Resistant Cationic Elastic Knitted Fabric for Garment Industry
-

Breathable Double-Faced Elastic Composite Fabric
-
- whatsapp:
- 0086-13962559622
-
- skype:
- skype.aliceshenghong
-
- Wechat:

COPYRIGHT © 2016 Suzhou Junhui Textile Co., Ltd.
